Qué hace realmente una línea de colada de piedra artificial de PU
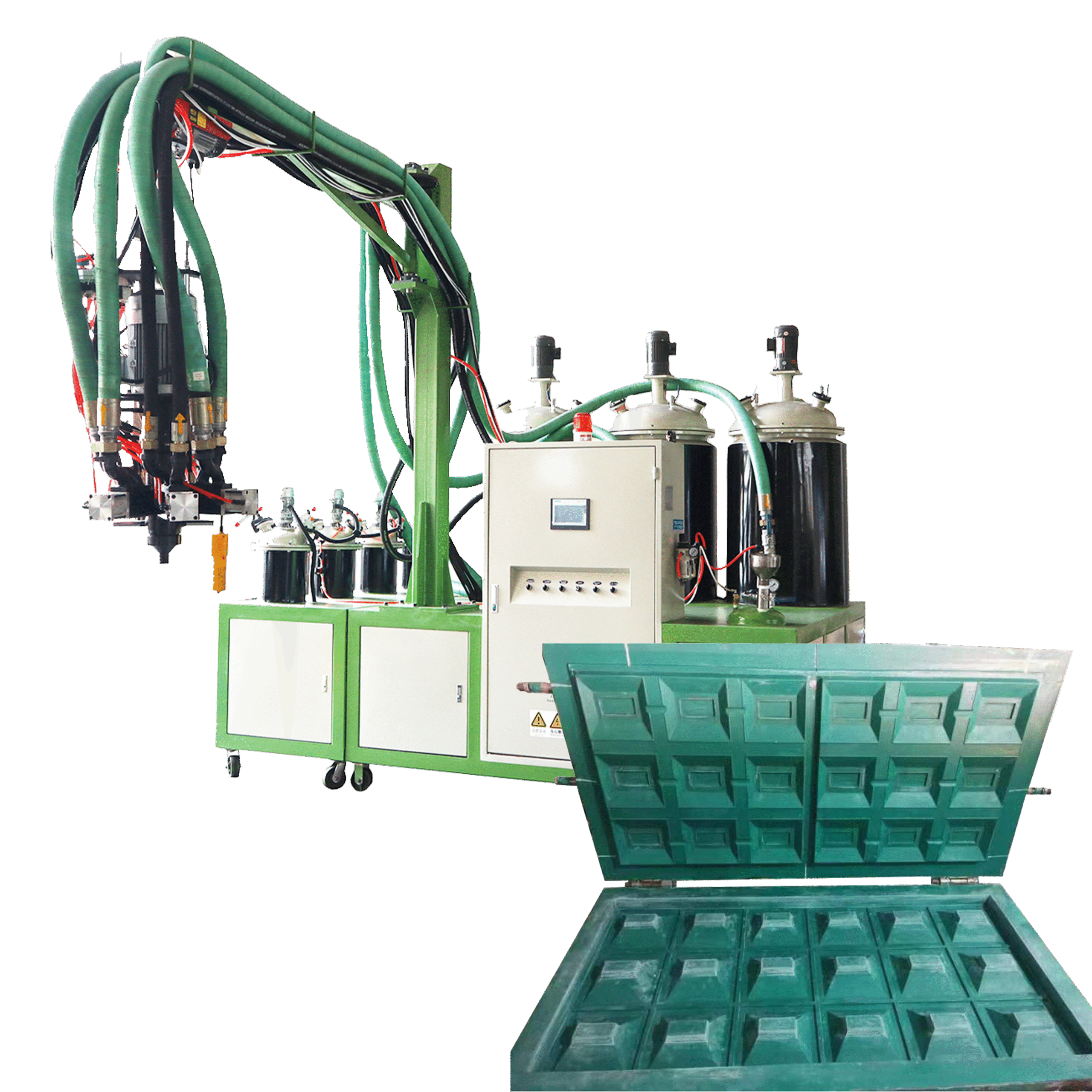
La piedra artificial (también llamada piedra cultivada o piedra de imitación) se produce vertiendo un sistema de poliuretano rígido o semirrígido en un molde flexible de silicona o elastómero que reproduce la textura exacta de la roca natural. El poliuretano expande y cura en cuestión de segundos a minutos, replicando el detalle fino de la piedra con una fracción del peso del hormigón o de la piedra de cantera.
Una línea completa debe hacer cuatro cosas de forma fiable: dosificar los dos componentes químicos en una proporción exacta, mezclarlos a alta presión, entregar una descarga precisa en cada molde y gestionar el curado y la cadencia de desmoldeo.
Como el lado del poliol suele ir cargado con polvo mineral, pigmento y retardante de llama, las bombas y el cabezal de mezcla deben tolerar material abrasivo y viscoso sin desviarse de la proporción. Aquí es donde falla el equipo de espuma de gama baja o reconvertido: un pequeño error de proporción cambia la densidad de reticulación, y el panel o queda pegajoso o se vuelve quebradizo. La química implicada es la reacción estándar isocianato/poliol; los compradores que manejen sistemas basados en MDI deberían revisar los datos de seguridad de la sustancia publicados por la Agencia Europea de Sustancias y Mezclas Químicas (ECHA) antes de cerrar los requisitos de ventilación y EPI de la zona de colada.
Componentes principales de la línea de producción
1. Unidad dosificadora de dos componentes
El corazón de la línea. Puede ser de alta presión (mezcla por impacto, autolimpiante, sin purga con disolvente) o de baja presión (mezcla mecánica, cabezal purgado con disolvente). La alta presión es preferible para piedra artificial de gran volumen porque elimina el residuo de purga y da descargas más limpias y consistentes. Busque control de proporción en lazo cerrado y una tolerancia de proporción documentada.
2. Cabezal de mezcla y manipulador de vertido
Los cabezales de estación fija sirven para operaciones pequeñas; un cabezal montado en robot o en pórtico permite que una sola máquina alimente una fila larga de moldes. La repetibilidad del manipulador determina si todos los moldes reciben un llenado idéntico.
3. Carrusel o cinta de moldes
Los moldes de silicona o elastómero recorren una mesa giratoria o una cinta pasando por las zonas de llenado, curado y desmoldeo. Los platos calefactados aceleran el curado y estabilizan la reacción frente a las oscilaciones de temperatura ambiente.
4. Acondicionamiento térmico y de material
Los tanques de día con agitación y calefacción encamisada mantienen el poliol cargado homogéneo y a temperatura de proceso — algo crítico cuando las cargas minerales tienden a sedimentar.
Especificaciones clave a comparar al comprar
No compare máquinas solo por el precio. Compare la ventana real de caudal de la unidad dosificadora, la precisión de proporción y el nivel de automatización, porque son esos parámetros los que fijan su coste unitario y su techo de calidad. La tabla siguiente muestra una banda representativa de especificaciones para líneas de piedra artificial de PU de alta presión en el rango B2B pequeño-medio.
| Parámetro | Línea de baja presión | Línea de alta presión | Por qué importa |
|---|---|---|---|
| Caudal | 2–20 g/s | 40–600 g/s (ajustable) | Determina el tamaño de panel y la velocidad de ciclo |
| Precisión de proporción | ±2–3% | ±1% o mejor | Controla la densidad y la tasa de rechazo |
| Presión de trabajo | 2–10 bar | 120–200 bar | Más presión = autolimpieza, sin residuo de purga |
| Cabezal de mezcla | Mecánico, purga con disolvente | Por impacto, autolimpiante | La purga con disolvente añade COV y coste de consumibles |
| Estaciones de molde | 4–12 | 12–48+ (carrusel) | Fija la producción diaria de paneles |
| Ciclo típico | 3–8 min | 1–4 min | Impacta directamente en el coste de mano de obra por panel |
Cuando pida una oferta, exija al fabricante que indique la tolerancia de proporción como un valor medido, no como una afirmación comercial, y que confirme el caudal a su peso de colada real, no al máximo nominal de la máquina.
Productividad y economía unitaria para el comprador
La justificación económica de una línea de piedra artificial de PU descansa en tres números: tiempo de ciclo, número de moldes y tasa de rechazo. Un carrusel de 24 estaciones con un ciclo de 2 minutos puede desmoldear teóricamente unos 700 paneles por turno de 8 horas, pero la producción real está condicionada por los cambios de molde, las restricciones de curado y el descarte por calidad. Una unidad de alta presión estable en proporción que mantenga el rechazo por debajo del 2% rendirá más que una máquina de baja presión más barata que descarta el 8–10% de los paneles, incluso antes de contar el disolvente y la mano de obra que consume el cabezal de baja presión.
El coste de material es la otra palanca. Como la piedra artificial va muy cargada, el masterbatch de poliol puede llevar un 30–50% de carga mineral, lo que reduce el coste químico por panel pero castiga los cierres de bomba y los intercambiadores de calor. Una línea diseñada para sistemas cargados —bombas endurecidas, filtros sobredimensionados, tanques con agitación— protege ese ahorro. Las instalaciones también deben presupuestar el cumplimiento local en calidad del aire y exposición del trabajador; la guía de exposición a isocianatos de la OSHA es una referencia útil para dimensionar la extracción y los EPI, aunque su jurisdicción sea estadounidense.
Por qué comprar directo de fábrica y configurado a medida
La piedra artificial no es un producto de catálogo: el tamaño del panel, la profundidad de la textura, la densidad objetivo y el sistema químico varían por proyecto y por mercado. Una línea configurada a medida —caudal, número de estaciones, geometría de los moldes— rinde mejor que un paquete estándar adaptado a la fuerza. Comprar directamente al fabricante también significa que la máquina y los moldes salen ajustados entre sí, lo que evita la clásica discusión de responsabilidades en la puesta en marcha cuando el equipo y el utillaje vienen de proveedores distintos.
Cumplimiento y referencias de calidad
Pida el certificado CE del equipo, la documentación de seguridad química del sistema de PU y una prueba de aceptación (FAT) con su propia formulación antes del envío. Para fundamentar la selección del sistema químico, la literatura técnica sobre poliuretano recopilada en ScienceDirect es un buen punto de partida para entender cómo la formulación afecta a densidad, reticulación y comportamiento mecánico del panel.